Mainly include precision turning, mirror grinding and grinding. Micro-turning is performed on a precision lathe with a finely ground single crystal diamond turning tool. The cutting thickness is only about 1 micron. It is often used to process high-precision, highly-smooth parts such as spherical, aspherical, and flat mirrors of non-ferrous materials. . For example, an aspheric mirror with a diameter of 800 mm used for processing nuclear fusion devices has a maximum accuracy of 0.1 micrometers, and its surface roughness is Rz 0.05 micrometers.
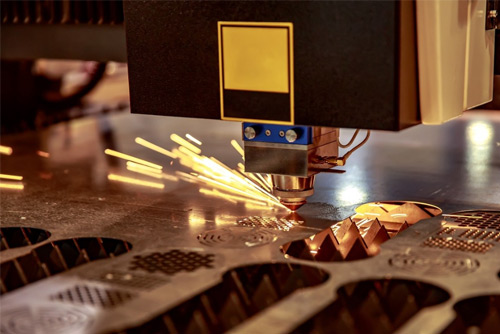
When the machining accuracy of precision parts is in nanometers, and even atomic units (atomic lattice distance is 0.1 ~ 0.2 nanometers) as the target, the cutting method of ultra-precision parts can no longer be adapted. It is necessary to rely on special precision parts processing methods, that is, the application of chemical energy. , Electrochemical energy, thermal energy or electrical energy, etc., to make these energy surpass the joint energy between atoms, so as to remove the adhesion, union or lattice deformation of some atoms on the surface of the workpiece to achieve the purpose of ultra-precision machining. This type of processing includes mechanochemical polishing, ion sputtering and ion implantation, electron beam exposure, laser beam processing, metal evaporation, and molecular beam epitaxy.








 +86 760 22228980
+86 760 22228980 Facebook
Facebook