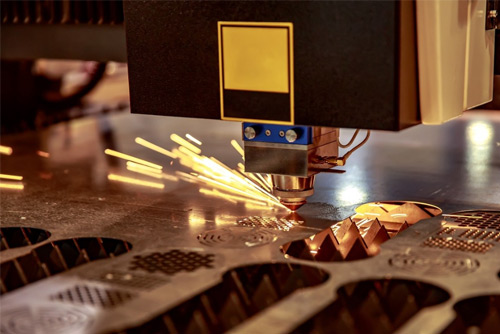
The machining of non-standard precision parts requires extremely high precision. To achieve super-lubricated machining appearance and extremely high machining accuracy, naturally there is a high requirement on the tool. If the tool wears, the quality of the processed surface is Will be lowered. Moreover, in ultra-precision cutting, unlike the general cutting rules, the cutting speed is not restricted by the standard life of the tool.
When machining non-standard precision parts, the minimum speed is generally selected, which is determined by the transmission characteristics and cutting characteristics of the ultra-precision machine tool, because the surface roughness can be minimized when the speed is the smallest, so as to ensure the highest processing quality. Of course, the premise is to ensure the quality of the machine tool to drive high cutting speeds to ensure processing efficiency.
The machining of non-standard precision parts should be selected according to parameters such as cutting tool, cutting speed, depth of cut and feed speed. According to past experience, we know that when processing plastic data, if you select a tool with a larger rake angle, you can effectively suppress the buildup When the rake angle of the tool increases, the cutting force decreases, the cutting deformation is small, and the contact length between the tool and the chip becomes shorter, which reduces the basis for the formation of built-up edge.








 +86 760 22228980
+86 760 22228980 Facebook
Facebook